“促進模具産業向深層次數字化、信息化制造的方向發展,而金屬3D打印技術作爲具有代表性的增材制造技術,與模具制造有著共同的産業特征,正在成爲模具高效、高精度制造的新關鍵技術。”
中國模具工業協會
《模具行業“十四五”發展綱要》
金屬3D打印技術在模具制造中的一項重要應用就是制造注塑模具。注塑過程一般包括:加料、塑化、注射、冷卻、脫模,其中冷卻時間約占産品成形周期的50%~80%。可以說,注塑模具冷卻系統直接影響了塑件質量和生産效率。
注塑模具冷卻系統 / PART 01
冷卻系統通常是在模具內開設冷卻水路,利用循環流動的冷卻水實現溫度控制,以滿足注塑工藝要求。
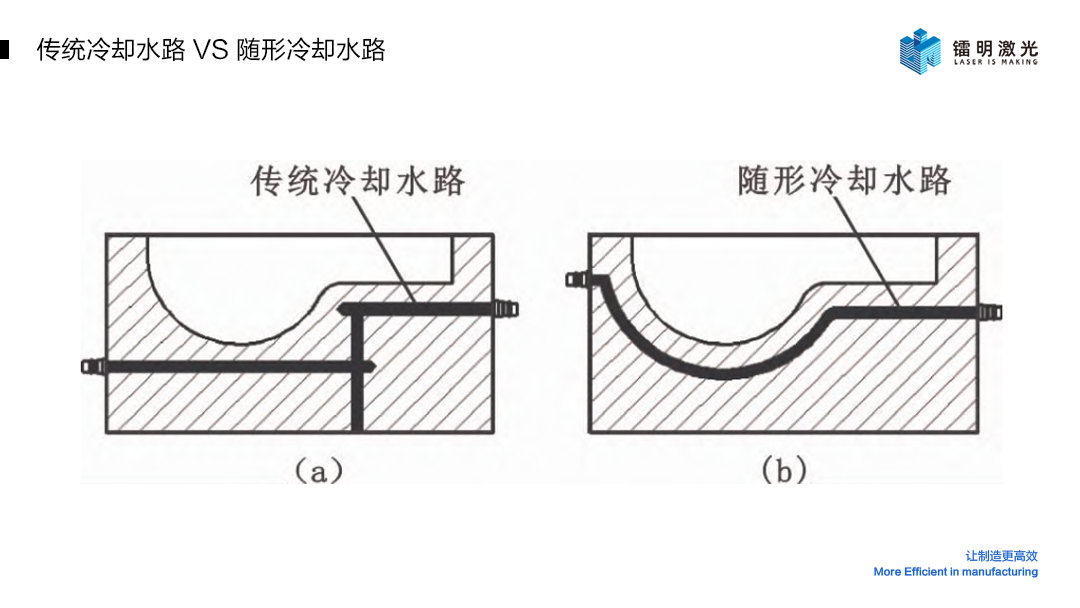
傳統加工方式下,水路只能爲圓柱形直孔,無法完全貼近注塑件表面。但依托金屬3D打印技術,可突破傳統加工限制,實現隨形冷卻水路設計制造,在合理區間內可任意設計彎曲水路、水路截面可設計成任意形狀、水路走向可根據型腔表面輪廓變化而變化,達到更快速、更均勻的冷卻效果,改善注塑件的質量,減少注塑成形周期。
應用案例 / PART 02
案例/1
隨形水路USB上蓋模仁案例


該USB上蓋模仁的原始設計中,公模內部無水路,只有母模有水路,最終注塑件成形周期爲30s;
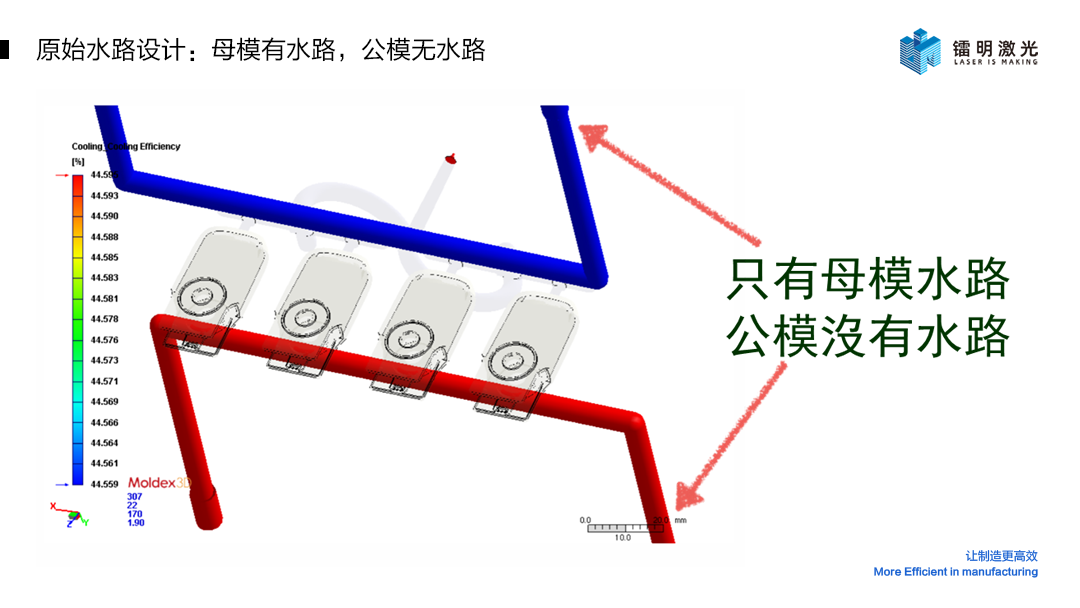
使用金屬3D打印技術制造該模具時,在公模仁內部設計隨形冷卻水路,水路直徑⏀0.89mm、壁厚0.8mm,最終將注塑件成形周期縮短至20s。


案例/2
隨形水路連接器模仁案例
經過隨形水路設計優化,使用金屬3D打印技術制造該模具,最終注塑件成形周期由22s減少至12s,成形周期縮短45%。

案例/3
隨形水路澆口套案例
金屬3D打印技術可實現大部分的注塑模具制造,但綜合考慮成本與效率,也會采用打印部分鑲件、模仁的方式,如:澆口套、斜頂、模仁墊板、後模鑲件、前模鑲件、滑塊等。

上圖爲使用金屬3D打印技術制造的隨形水路澆口套,在注塑成形過程中有效增強冷卻效果:冷卻時間由25s縮短至5s、注塑件成形周期由37s縮短至15s,成形周期減少60%,注塑件成形質量良好。

案例/4
金屬3D打印水路模仁
下圖中的模仁由金屬3D打印一體成形制造,經過熱處理及傳統機加工後投入使用。

打印材料:
不鏽鋼SUS420,硬度HRC 48-52
抛光等級可達至A1,可滿足透明件需求
打印時間:
30小時/個(不包含熱處理和機加工時間)
鐳明激光模具行業專用設備推薦:

鐳明激光與模具制造企業始終保持著密切的溝通與協作關系,致力于爲用戶提供專業、全面、精准的金屬3D打印整體解決方案。未來,我們仍會深入挖掘模具制造業用戶的個性化需求,不斷推出更具創新性和示範性的解決方案,與用戶攜手推動模具産業向更深層次的數字化與信息化制造轉型。
