支撐結構有助于防止複雜零件在打印過程中變形、坍塌,卻增加了生産成本和後處理難度。如何在保證成形質量的同時減少甚至去除支撐結構的使用,成爲提高3D打印效率的關鍵。
支撐結構 / PART 01
激光選區熔化技術可實現複雜結構(如具有內部流道、懸垂等)零部件一體成形,當零件成形角度過小時,需在小角度懸空區域添加支撐結構,防止打印過程中已成形部分坍塌,確保零件穩定成形。多數材料的臨界角爲45°。
但添加支撐結構也有一定缺陷:
▪受限于工具及視野,部分零件內部添加的支撐難以有效移除,限制了激光選區熔化技術的應用場景;
▪在制造複雜結構零件時,大量的支撐結構造成打印時間和材料成本的額外增加;
▪零件打印完成進行去支撐處理,甚至需手動移除,增加後處理難度及生産成本;
▪部分精細結構在去支撐過程中,面臨一定程度的損壞風險。
因此,減少零件成形時對支撐結構的依賴是激光選區熔化技術的重要發展方向之一。
無支撐成形 / PART 02
鐳明激光深耕金屬3D打印行業,憑借豐富的行業經驗,對多個關鍵環節進行系統性探索,進一步優化打印策略,研發出新的工藝技術方案,實現了小角度(5°~35°)零件的無支撐成形。


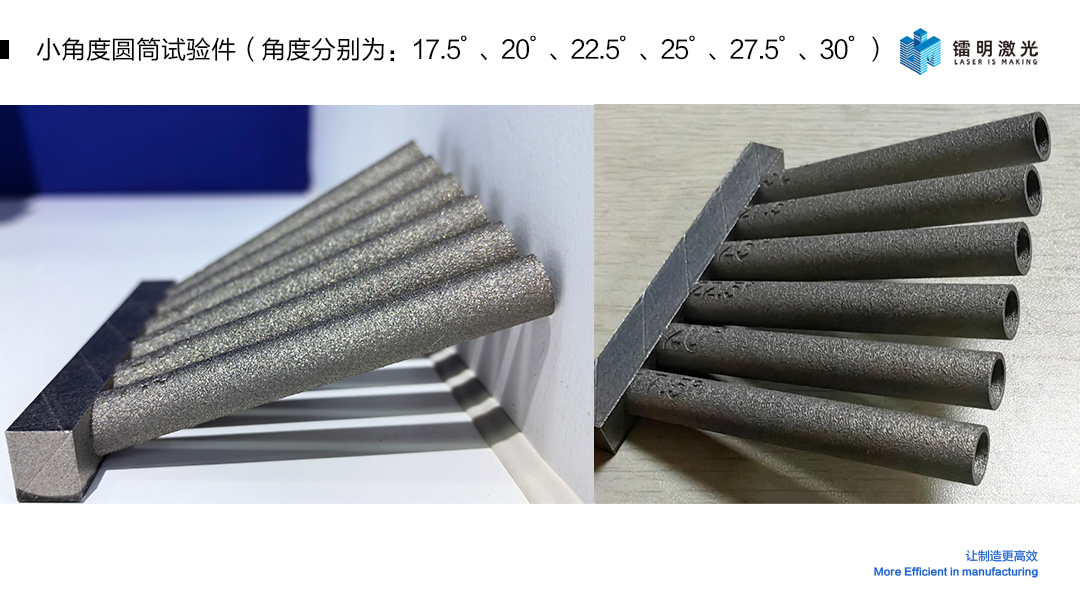
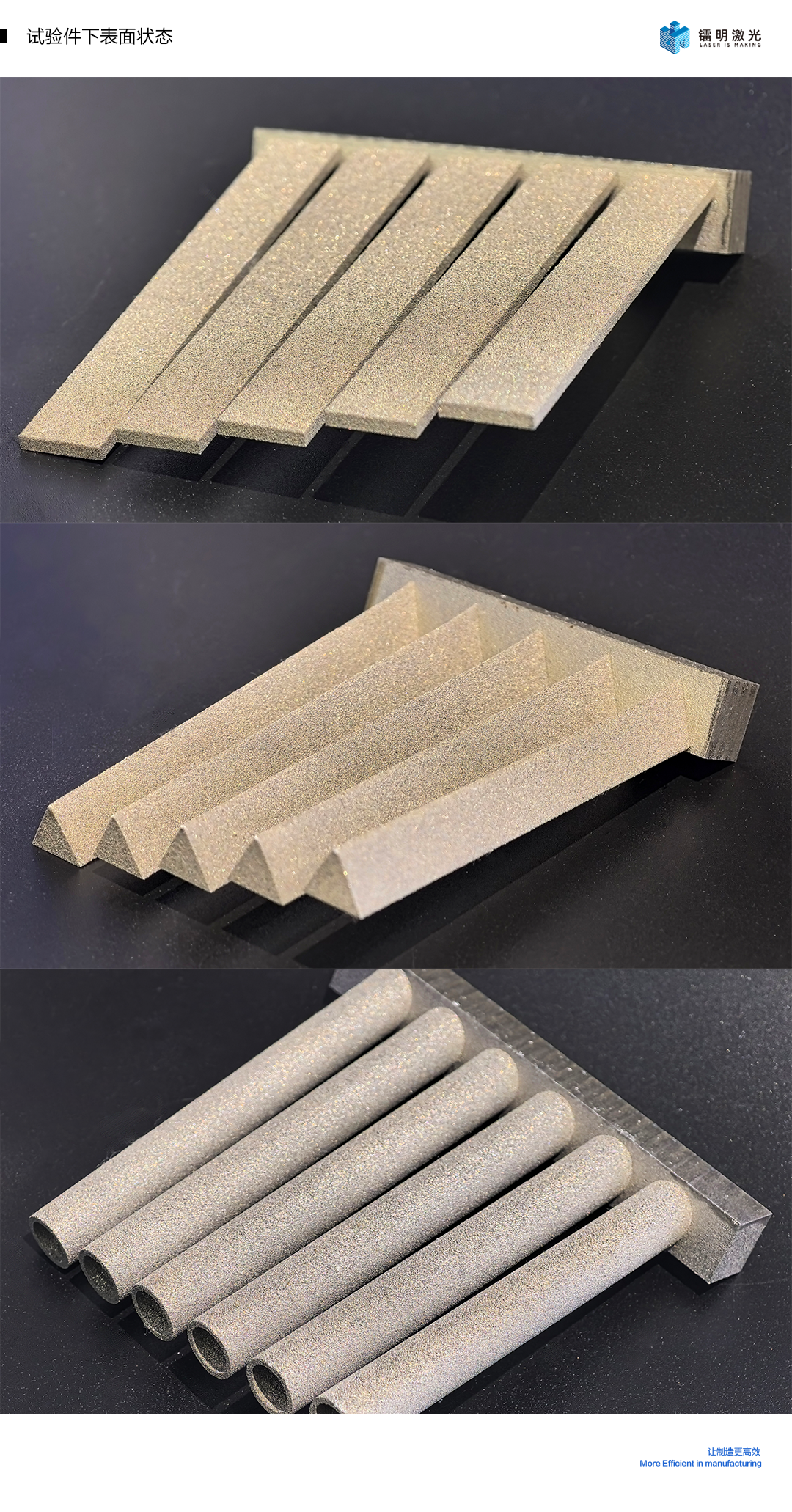
以上試驗件材料均爲高溫合金,在不添加支撐的情況下順利成形斜片、尖角、圓筒結構的小角度零件;下表面粗糙度及孔隙率得到進一步優化,金屬3D打印零件的方案設計有了更多的選擇。
無支撐打印方案的使用,減少了傳統成形方案對支撐結構的依賴,顯著擴展了激光選區熔化成形技術的應用界限:突破傳統45°成形角度限制,可直接成形部分懸垂結構、複雜的內流道結構及必須以小角度生長的結構。有利于簡化成形方案、節省粉末使用量、減少後處理工作量、降低生産成本。
葉輪零件 / PART 03
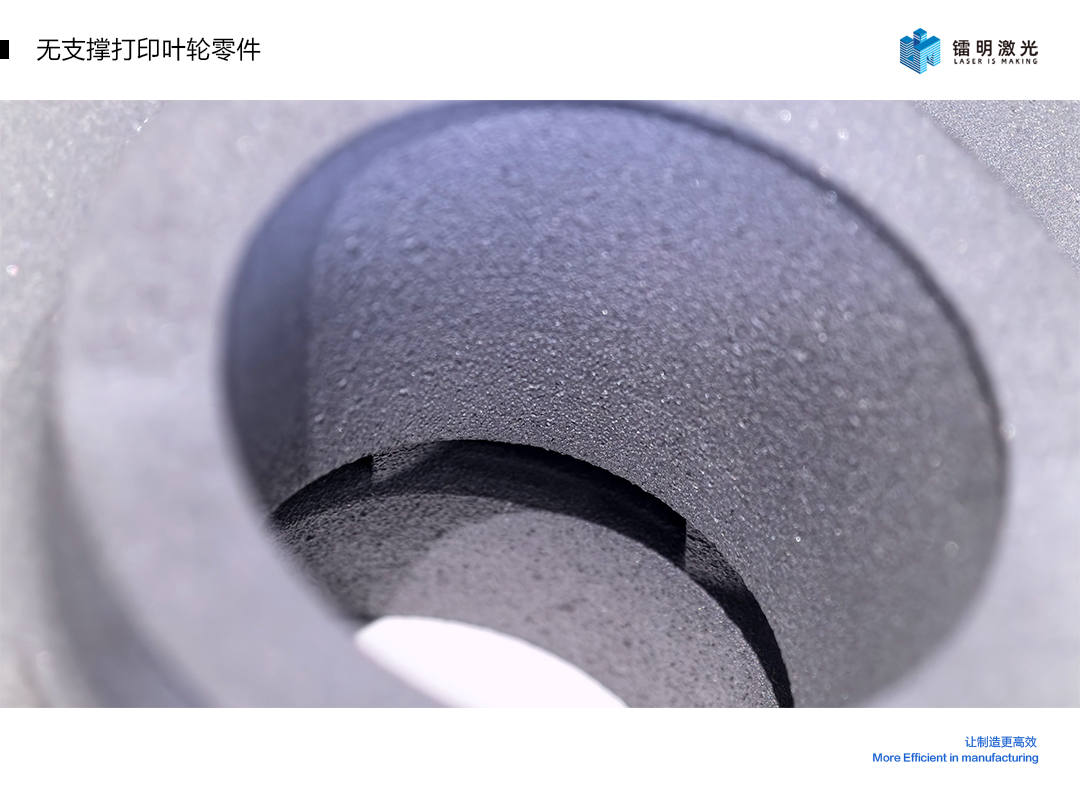
葉輪被廣泛應用于離心泵、小型燃氣輪發動機、渦輪增壓器和制冷機中。其中,封閉式葉輪一般長期在高溫高壓的環境中工作,對材料、性能等要求苛刻。鐳明激光采用無支撐打印工藝一體成形葉輪零件,內部無支撐結構,整體機械性能良好,顯著降低了後處理難度。
左右滑動查看更多


成形材料:钛合金(TC4)
成形設備:LiM-X260A
使用優化工藝制造的葉輪,成形角度18°,懸空區域未添加支撐結構,成形零件致密度良好。
成形材料:钛合金(TC4)
成形設備:LiM-X260A
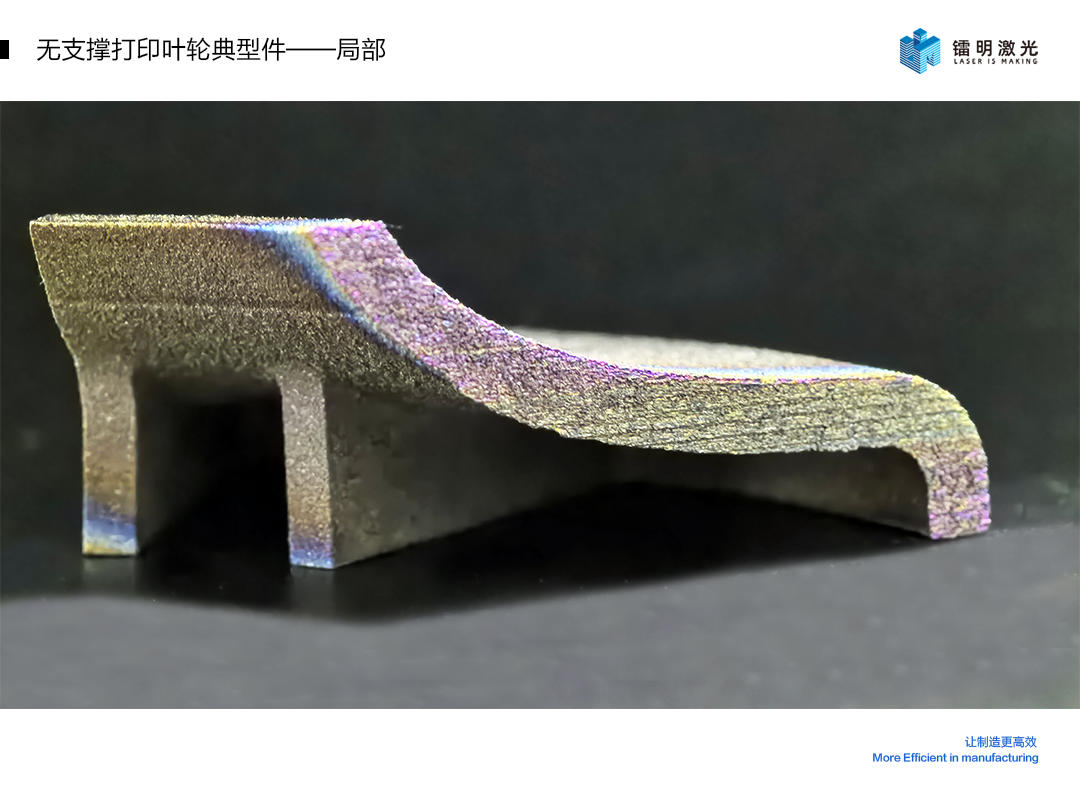
該葉輪典型件實現了成形角度5°~35°漸變結構的無支撐打印,零件致密度良好。
鐳明激光仍會深入研究與優化工藝技術,實現更多創新與突破,不斷拓展金屬3D打印技術應用場景、促進規模化應用。我們堅信,憑借不懈努力和精益追求,鐳明激光能夠助力金屬3D打印技術邁向更高效、更智能化的發展新階段,並爲制造業轉型升級貢獻關鍵動力。
